Your Responsible Supplier Partner for Oil and Gas Products.
Especificación de accesorios de tubería ASTM A234 WP11

Especificación de accesorios de tubería ASTM A234 WP11
Grados en acero aleado de cromo molibdeno: ASTM A234 WP11 CL1/2/3, WP12 CL1/3, WP5 CL1/3, WP9 CL1/3, WP91 Tipo 1/2
Grados en acero al carbono: ASTM A234 Grado WPB, WPC,
Diámetros exteriores: de 1/2″ a 48″ en ASME B16.9
Programa de espesores de pared: SCH 10, SCH 20, SCH 30, SCH 40, SCH STD, SCH 80, SCH XS, SCH120, SCH 160, SCH XXS cumplen con ASME B36.10
Clase de presión: Clase 150, 300, 600, 900, 1500, 2500
Normas de fabricación: ASME B16.9, ASME B16.11, MSS-SP-79, MSS-SP-83, MSS-SP-95, MSS-SP-97.
Specification
ASTM A234 WP11 (ASME SA234 WP11) es la especificación estándar de accesorios de tubería de acero cromado molibdeno para servicios de alta temperatura. Los accesorios de tubería WP11 contienen cromo en un rango de 1.00% a 1.50%, contenido de molibdeno de 0.44% a 0.65%, resistencia mínima a la tracción de 415 MPa, resistencia mínima a la fluencia de 205 MPa. Cubre los accesorios de tubería soldados por tope como codos, tes, reducciones, tapas, cruces y algunos accesorios de tubería de soldadura a tope, roscada, materia prima de ASTM A335 P11.
Alcance Estándar de ASTM A234
La especificación cubre accesorios de acero al carbono y aleados de acero de construcción sin costura y soldados cubiertos por la última revisión de ASME B16.9, B16.11, MSS-SP-79/83/95/97. Estos accesorios de tubería se utilizan en tuberías de presión y en la fabricación de recipientes a presión para servicios a temperaturas moderadas e incrementadas. Los accesorios fuera de las normas mencionadas anteriormente deben cumplir con A960/A960M.
No cubre los accesorios de soldadura por fundición, cuyas normas de referencia son ASTM A216/A216M y A217/217M.
Material Correspondiente
Estándar de tubería sin costura: ASTM A335 P11 / ASME SA335 P11
Estándar de brida: ASTM A182 F11
Estándar de placa de acero: ASTM A387 Grado 11 / ASME SA387 Grado 11
Estándar de tubería soldada: ASTM A691 1-1/4 CR
Elementos Clave: Cromo y Molibdeno
El cromo es un componente clave utilizado en la fabricación de acero inoxidable. Si los niveles de cromo están por encima del 12%, se puede clasificar como acero inoxidable. La resistencia a la oxidación del cromo es irremplazable incluso a temperaturas elevadas. La dureza, resistencia a la tracción y resistencia a la fluencia son mejores a temperaturas estándar. Debido a la composición del material, es ideal para ser utilizado en plantas de energía, refinerías, plantas petroquímicas y otros servicios de campos petrolíferos cuando hay transporte bajo altas temperaturas y presiones involucradas.
El molibdeno asegura que el material sea más resistente al ablandamiento, reduce el crecimiento de granos y disminuye las posibilidades de fragilización. Es el único aditivo responsable del aumento de la resistencia a altas temperaturas (a 540-750°C) y también mejora la resistencia a la corrosión del acero.
Materiales y Fabricación
La materia prima para fabricar los accesorios ASTM A234 WP11 debe estar completamente refinada, consistir en forjados, barras, placas, láminas y productos de tubería sin costura o soldada por fusión con adición de metal de aportación y cumplir con los requisitos químicos de la Tabla 1. A menos que se especifique para placas o láminas de acero al carbono, el acero puede ser fabricado con práctica de grano grueso o fino. Mientras que el ASTM A234 WP9 debe fabricarse con práctica de grano fino.
Las operaciones de forjado o formación se pueden realizar mediante martillado, prensado, punzonado, estampado, laminación, extrusión, curvado, soldadura por fusión, mecanizado o mediante una combinación de dos o más operaciones anteriores. El objetivo de fabricación es no producir imperfecciones perjudiciales en los accesorios.
Hoja de Datos de Accesorios ASTM A234 WP11
Composición Química:
Tabla 1
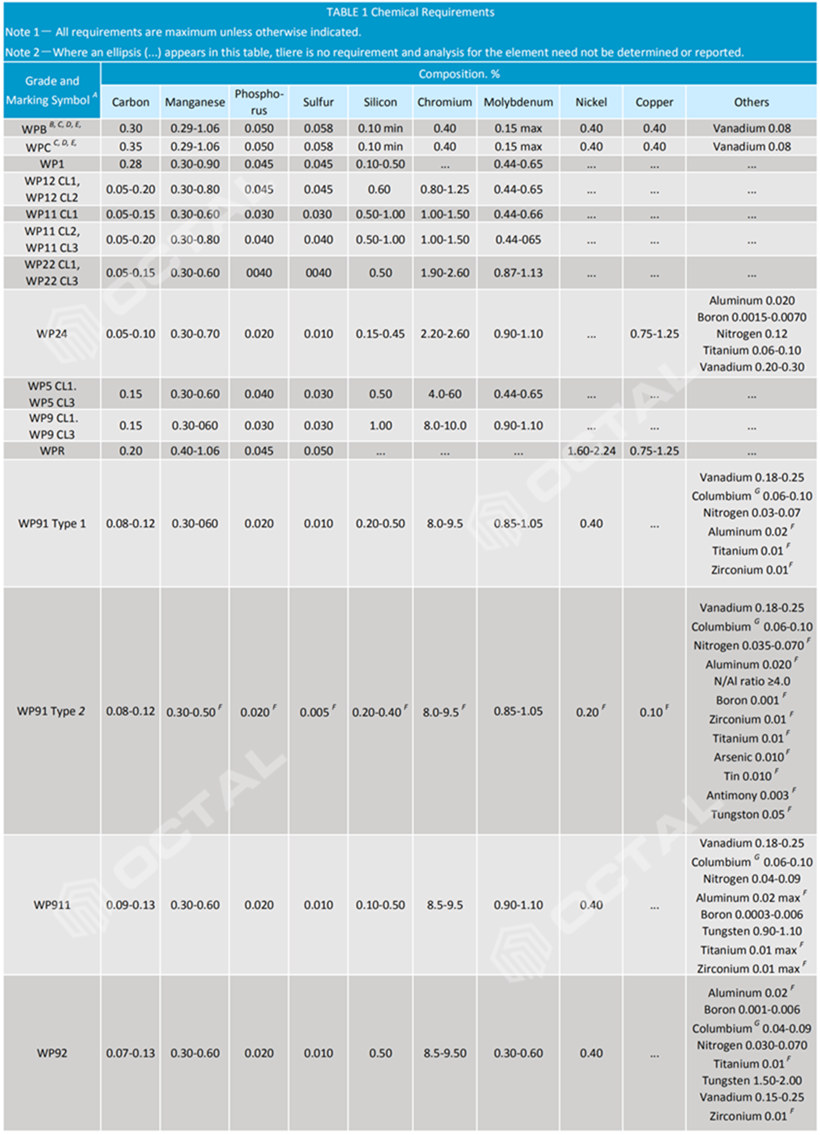
A Cuando los accesorios A234 se fabrican soldando estructuras, la clase y marca mostrada arriba deberán ser añadidas con la letra “W”.
B Los accesorios fabricados a partir de placas de acero o barras pueden requerir un máximo de 0.35% de carbono.
C En caso de fabricarse a partir de forjados, pueden tener un máximo de 0.35% de carbono y un máximo de 0.35% de silicio sin mínimo.
D Por cada reducción de 0.01 % por debajo del máximo de carbono especificado, se permitirá un aumento de 0.06 % de manganesio por encima del máximo especificado, hasta un máximo de 1.65 %.
E La suma de Cobre + Níquel + Cromo + Molibdeno no debe exceder el 1.00 %.
F Se aplica tanto a los análisis de calor como a los de productos.
G Niobio (Nb) y Columbio (Cb) son nombres alternativos para el elemento 41 en la Tabla Periódica de los Elementos.
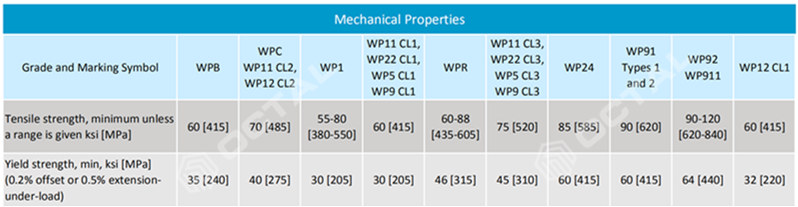
Propiedades Mecánicas:
Tabla 2
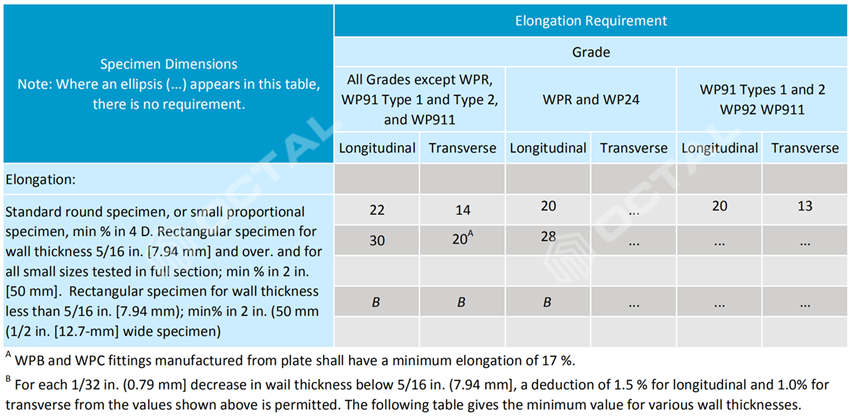
Elongación
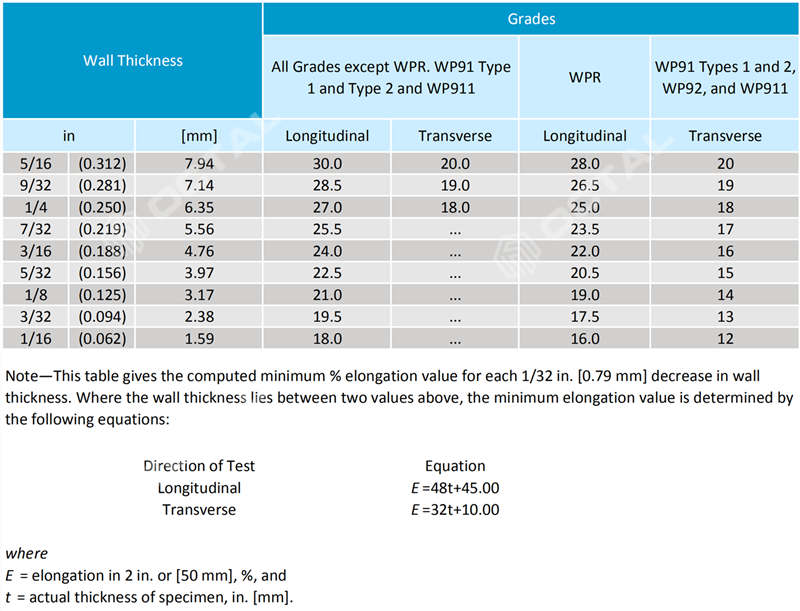
Para Diferentes Valores de Elongación de Espesores de pared:
Tratamiento Térmico
Para Material de Aleación:
Los accesorios ASTM A234 WP11 (ASME SA234 WP11) después de ser formados a una temperatura elevada, deben ser enfriados a una temperatura por debajo del rango crítico bajo condiciones adecuadas que eviten defectos dañinos causados por un enfriamiento demasiado rápido, pero en ningún caso más rápido que la velocidad de enfriamiento en el aire quieto. Norma de referencia en la Sección 7 de ASTM A960 / A960M.
Los accesorios de las clases WP11 Clase 1, WP11 Clase 2, WP11 Clase 3, WP12 Clase 1 y Clase 2, WP22 Clase 1 y 2, WP5, WP9 deben suministrarse en estado recocido, recocido isotérmico o normalizado y templado.
En caso de normalización y temple, la temperatura para WP11 Clase 1, WP11 Clase 2, WP11 Clase 3, WP12 Clase 1 y 2, no debe ser inferior a 1150 ℉ o 620 ℃; Para grados WP5, WP9, WP11 Clase 1 y 3, la temperatura de temple no debe ser inferior a 1250 ° F o 675 ° C.
Para los Grados de Acero al Carbono ASTM A234 WPB, WPC, WPR
Los accesorios WPB, WPC, WPR formados en caliente a una temperatura superior a 620 ℃ [1150 ° F] a 980 ℃ [1800 ° F] no necesitan ser tratados térmicamente, se enfrían en aire quieto.
Los accesorios WPB, WPC, WPR formados en caliente o forjados a una temperatura superior a 980 ℃ [1800 ° F] deben ser recocidos, normalizados o normalizados y templados. Los accesorios forjados en caliente NPS4 no necesitan ser tratados térmicamente.
Los accesorios sobre NPS12, producidos mediante el calentamiento local de una porción del stock de accesorios a cualquier temperatura para formar, deben ser recocidos, normalizados o normalizados y templados. Y estos accesorios incluyen codos, tes, reductores, el contenido de carbono debe ser inferior al 0.26%. No se requiere tratamiento térmico para NPS12 y menores bajo este proceso de formado.
Los accesorios formados en frío, por debajo de 620 ℃ [1150 ℉], deben ser normalizados o aliviados de tensiones a 595 a 690 ℃ [1100 a 1275 ℉].
Los accesorios producidos por soldadura por fusión y con un grosor de pared en el extremo soldado de 3/4 de pulgada [19 mm] o más deben ser tratados térmicamente después de la soldadura a 595 a 675 ℃ [1100 a 1250 ℉].
Según la opción del fabricante, el tratamiento térmico puede realizarse.
Dureza
Se deben probar como mínimo dos piezas por lote o corrida continua para garantizar que los accesorios de cada grado cumplan con la Tabla 2. Excepto si solo se compra un accesorio y excepto para el Grado WP91 Tipo 1 y Tipo 2.
Para los accesorios de ASTM A234 WP5, WP9 y WPR, la dureza máxima es de 217 HBW.
Pruebas Hidrostáticas
Deben cumplir con ASTM A960/A960M.
Marcado del Producto:
Debe cumplir con ASTM A960/A960M.
Nuestro Rango de Suministro
Grados en acero aleado: ASTM A234 WP11 CL1/2/3, WP12 CL1/3, WP5 CL1/3, WP9 CL1/3, WP91 Tipo 1/2
Grados en acero al carbono: ASTM A234 Grado WPB, WPC
Diámetros Externos: de 1/2″ a 48″ en ASME B16.9
Programa de Espesores de Pared: SCH 10, SCH 20, SCH 30, SCH 40, SCH STD, SCH 80, SCH XS, SCH120, SCH 160, SCH XXS conformes con ASME B36.10
Clase de Presión: Clase 150, 300, 600, 900, 1500, 2500
Normas de Fabricación: ASME B16.9, ASME B16.11, MSS-SP-79, MSS-SP-83, MSS-SP-95, MSS-SP-97.
The resource belongs to the product
Accesorios de Tuberias de Acero
Click permalink to view detail & more descripton.
Social Share





