Your Responsible Supplier Partner for Oil and Gas Products.
Los accesorios de tubería ASTM A860 WPHY 60

Los accesorios de tubería ASTM A860 WPHY 60
Grados: ASTM A860 WHPY 60
Materia prima de: API 5L X60, X60M, X60N, X60Q, X60QS, X60MS, X60NS, X60MO
Diámetros exteriores: de 1/2” a 14” en ASME B16.9, de 14” a 48” en MSS-SP-75
Programa de espesores de pared: SCH 20, STD, 40, 80, hasta SCH 160
Clase de presión: Clase 150, 300, 600, 900, 1500, 2500
Normas de fabricación: ASME B16.9, ASME B16.28, MSS-SP-75
Specification
ASTM A860 WPHY60 es la especificación estándar para la fabricación de accesorios de tubería de acero ferrítico de alta resistencia soldados a tope. La resistencia mínima a la tracción es de 415 MPa, con una resistencia máxima a la tracción de 515 MPa a 690 MPa. El material utilizado para fabricar tales accesorios proviene de tuberías de acero sin costura o soldadas de API 5L X60, X60M, X60Q, etc., utilizadas para transmisiones de petróleo y gas.
Dimensiones Estándar:
Para accesorios soldados a tope con NPS 14 o más pequeños, consulte ASME B16.9.
Para tamaños mayores a NPS 14 hasta NPS 48, se debe cumplir con MSS-SP-75.
Alcance Estándar
Esta especificación incluye accesorios de acero de aleación de alta resistencia soldados a tope de estructura sin costuras y de fusión eléctrica cubiertos por las últimas revisiones de ASME B16.9, ASME 16.28 y MSS-SP-75. Los accesorios de soldadura a tope que difieran de estas normas ASME y MSS deben cumplir con las disposiciones complementarias de la especificación S58 de la A960 / A960M. Estos accesorios son adecuados para sistemas de transmisión y distribución de petróleo y gas de alta presión.
Se proporcionan requisitos adicionales para los accesorios cuando se requiere un mayor grado de inspección. Y la especificación no incluye accesorios soldados por fundición ni accesorios para fundiciones.
Los productos proporcionados en esta especificación deben cumplir con los requisitos de la especificación A960 / A960M, incluidos los requisitos adicionales especificados en la orden de compra. Los componentes no conformes A690 / A960M no cumplen con los requisitos generales de esta especificación. En caso de conflicto entre esta especificación y la especificación A960 / A960M, prevalecerá esta especificación.
Materiales y Fabricación
El material de los accesorios debe ser completamente matado y de grano fino, producido mediante un proceso de fusión para producir inclusiones sulfúricas finas, redondeadas y bien dispersas, promoviendo una buena tenacidad al impacto y ayudando a resistir la fisuración inducida por hidrógeno. Además, debe tener capacidad de soldabilidad para soldadura en campo.
Hoja de Datos de Accesorios de Tubería ASTM A860 WPHY 60
Composición de Elementos Químicos % Análisis Térmico
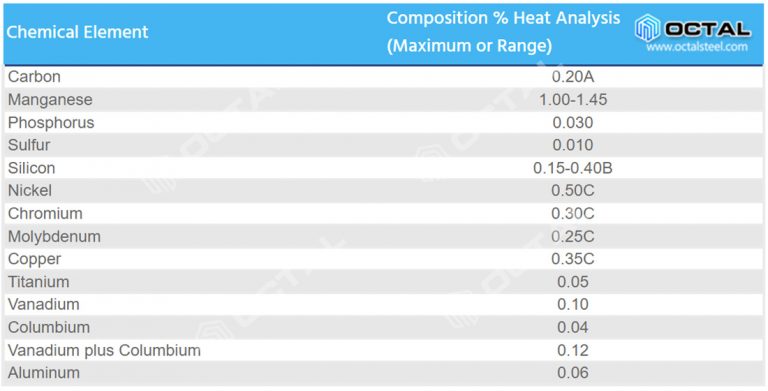
A: El equivalente de carbono calculado por la siguiente fórmula no debe exceder el 0.42%. CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
B: Si se utiliza la desoxidación de carbono al vacío, el silicio no debe exceder el 0.10% por análisis térmico y 0.12% por análisis de producto.
C: Ni + Cr + Mo + Cu no debe exceder el 1.0%.
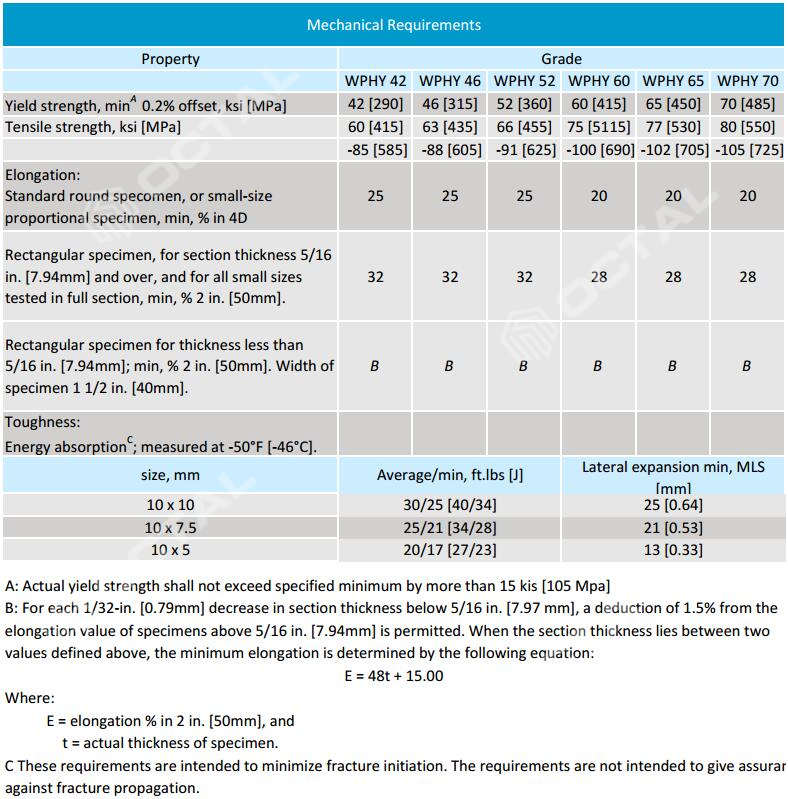
Propiedades Mecánicas (ASTM A860 WPHY 42, 52, 60, 65, 70)
Tabla 2
Materiales Crudos para la Producción de Accesorios ASTM A860
Los materiales crudos deben incluir placas, piezas forjadas, barras forjadas y productos de tibia sin costuras o soldados por fusión, con metal de aporte. La composición química debe estar en conformidad con la Tabla 1.
a. No se requiere específicamente que los materiales que necesitan la adición de algún elemento que no esté en la Tabla 1. Esto no excluye el uso de desoxidantes.
b. Si se cumplen los requisitos del párrafo UW-30 de la Sección VIII del Código ASME de Calderas y Recipientes a Presión, no se requiere precalentamiento de soldadura en el sitio.
c. Las operaciones de forjado o formación pueden llevarse a cabo mediante martillado, prensado, perforación, extrusión, estampado, laminado, doblado, soldadura, o una combinación de estas operaciones.
Todos los cordones de soldadura, incluidas las uniones soldadas, deben ser:
c.1. Fabricados por soldadores, operadores de soldadura y procedimientos de soldadura de acuerdo con la Sección IX del Código ASME de Calderas y Recipientes a Presión.
c.2. Tratamiento térmico de acuerdo con ASTM A860.
c.3. La longitud total de cada soldadura examinada radiográficamente cumple con el Código ASME de Calderas y Recipientes a Presión.
d. Las uniones soldadas de los accesorios A860 deben cumplir con la parte UW-35(a) de la Sección VIII del Código ASME de Calderas y Recipientes a Presión.
Tratamiento Térmico
Todos los accesorios A860 WPHY42, 46, 52, 56, 60, 65 y 70 deben ser tratados térmicamente. Los accesorios que se formaron por encima de la temperatura transformada o se hicieron mediante soldaduras, deben enfriarse a la temperatura crítica antes del tratamiento térmico. Los métodos incluyen normalizado, temple, revenido o alivio de tensiones bajo la especificación de ASTM A960/960M.
Requisitos de Dureza
Los accesorios bajo ASTM A860 deben tener una dureza máxima de 22 HRC (235 HBW).
Prueba de Impacto Charpy
Se debe realizar un juego de pruebas de impacto con tres muestras para representar el metal base y otro con tres muestras para presentar el metal de soldadura en la misma frecuencia que las pruebas de tracción. La temperatura de la prueba de impacto debe ser de -50℉ (-45℃).
Prueba Hidrostática
No se requiere la prueba hidrostática según esta especificación.
Todos los accesorios deben ser capaces de soportar, después de la instalación, sin fallas, fugas o deterioro de la funcionalidad, una presión de prueba hidrostática del 100% basada en la resistencia mínima a la tracción del grado del material, el espesor de pared y el diámetro exterior solicitados. La presión hidrostática se calculará de acuerdo con la siguiente ecuación:
P=2S x t/D
P = Presión hidrostática
S = Resistencia específica a la tracción, mínima,
t = Espesor de pared nominal,y
D = Diámetro exterior.
Nuestro Rango de Suministro
Grados: ASTM A860 WHPY 42, 46, 52, 56, 60, 65, 70
Diámetros Exteriores: De 1/2” a 14” en ASME B16.9, de 14” a 48” en MSS-SP-75
Programa de Espesores de Pared: SCH 10, SCH 40, SCH 160 conforme a ASME B16.9
Clase de Presión: Clase 150, 300, 600, 900, 1500, 2500
Normas de Fabricación: ASME B16.9, ASME B16.28, MSS-SP-75
The resource belongs to the product
Accesorios de Tuberias de Acero
Click permalink to view detail & more descripton.
Social Share





