Your Responsible Supplier Partner for Oil and Gas Products.
ASTM A672 Grado B60, Especificación de tubería C65

ASTM A672 Grado B60, Especificación de tubería C65
Estándar y grados: ASTM A672 B60, B65, B70, C55, C60, C65, C70, A45, A50, A55, D70, D80, H75, H80, J80, J90, J100, L65, L70, L75, N75
Tipos de material: tubos EFW para alta temperatura y temperatura moderada
Tipos de fabricación: Soldadura por fusión eléctrica
Tamaños: De 16” a 60”
Espesor de pared: SCH 40, SCH STD, SCH 80, SCH XS, SCH 160, hasta 3 pulgadas
Longitud: 6 metros, 12 metros o personalizada.
Tratamiento de superficie: Pintado, Natural, 3PE, FBE
Extremos: PE (extremo liso), BE (extremos biselados)
Specification
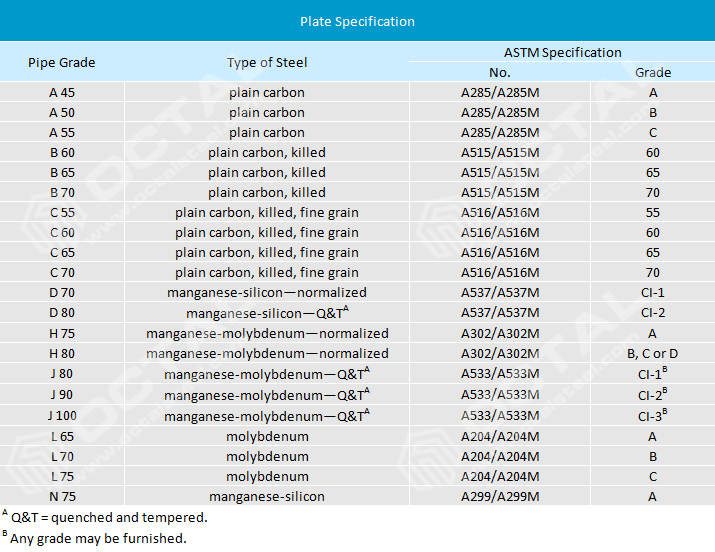
ASTM A672 GRADO B60, C65, se refiere a tuberías soldadas ERW utilizadas en servicios de alta presión a temperaturas moderadas. Estas tuberías se fabrican a partir de placas de recipientes a presión como ASTM A285, ASTM A515, ASTM A516 y ASTM A537.
Especificación Estándar ASTM A672
La especificación cubre tuberías de acero fabricadas en soldadura por fusión eléctrica con agregado de metal de aporte, fabricadas a partir de placas de acero de calidad para recipientes a presión de diferentes análisis con diferentes niveles de resistencia, adecuadas para servicios de alta presión a temperaturas moderadas. El tratamiento térmico puede ser necesario o no para lograr las propiedades deseadas o para cumplir con los requisitos del código aplicable. Se proporcionan requisitos complementarios para su uso cuando se desea realizar pruebas o inspecciones adicionales.
Rango de Dimensiones
ASTM A672 normalmente incluye la tubería de 16 pulgadas (406 mm) de diámetro en adelante con todos los espesores de hasta 3 pulgadas (75 mm). Se pueden suministrar tuberías con otras dimensiones siempre que cumplan con todos los demás requisitos de esta especificación.
Hay varias clases en esta especificación del 10 al 53, las clases de uso común son 11, 12, 13, 20, 21, 22, etc. La designación detallada de clases es la siguiente:
Documentos referidos estándar:
ASTM A20 Especificación de requisitos generales para placas de acero para recipientes a presión.
ASTM A370 Métodos de prueba y definiciones para ensayos mecánicos de productos de acero.
ASTM A435/A 435M Especificación para examen ultrasónico de haz recto de placas de acero.
ASTM A530/A 530M Especificación de requisitos generales para tubos de acero al carbono y aleados especializados.
ASTM A578/A 578M Especificación para examen ultrasónico de haz recto de placas de acero laminadas para aplicaciones especiales.
ASTM E 109 Método para la inspección por partículas magnéticas en polvo seco.
ASTM E 138 Método para la inspección por partículas magnéticas en húmedo.
ASTM E 165 Método de ensayo para examen por líquidos penetrantes.
ASTM E709 Guía para ensayos de partículas magnéticas.
Estándares de Placas
ASTM A202/A 202M Especificación para placas de acero aleado, cromo-manganeso-silicio para recipientes a presión.
ASTM A204/A 204M Especificación para placas de acero aleado con molibdeno para recipientes a presión.
ASTM A285/A 285M Especificación para placas de acero al carbono de baja y media resistencia a la tracción para recipientes a presión.
ASTM A299/A 299M Especificación para placas de acero al carbono de manganeso-silicio para recipientes a presión.
ASTM A302/A 302M Especificación para placas de acero aleado de manganeso-molibdeno y manganeso-molibdeno-níquel para recipientes a presión.
ASTM A515/A 515M Especificación para placas de acero al carbono para servicio a temperaturas intermedias y más altas.
ASTM A516/A 516M Especificación para placas de acero al carbono para servicio a temperaturas moderadas y más bajas.
ASTM A533/A 533M Especificación para placas de acero aleado, templado y revenido, manganeso-molibdeno y manganeso-molibdeno-níquel para recipientes a presión.
ASTM A537/A 537M Especificación para placas de acero con manganeso-silicio tratadas térmicamente para recipientes a presión.
Tratamiento Térmico
Todas las clases excepto 10, 11, 12 y 13 deben ser tratadas térmicamente en horno controlado a +/-25°F (14°C) y equipado con un pirómetro registrador para que los registros de calentamiento estén disponibles. El tratamiento térmico después de formar y soldar debe ser uno de los siguientes:
Las tuberías de Clases 20, 21, 22 y 23 deben calentarse uniformemente dentro del rango de temperatura de tratamiento térmico posterior a la soldadura indicado en la Tabla 2 durante un mínimo de 1 h/pulgada de grosor o 1 hora, lo que sea mayor.
Las tuberías de Clases 30, 31, 32 y 33 deben calentarse uniformemente a una temperatura en el rango de austenización y que no exceda la temperatura máxima de normalización indicada en la Tabla 2 y posteriormente enfriarse en aire a temperatura ambiente.
Grados Incluidos en la Especificación ASTM A672
Tabla 1
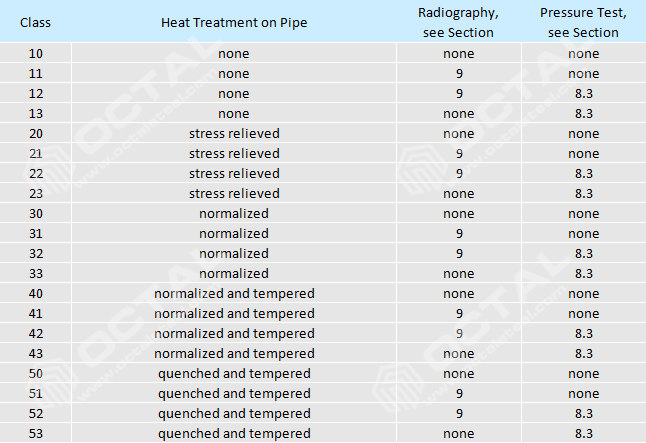
Materiales y Fabricación
Tabla 2
Composición Química y Propiedades Mecánicas
Prueba de Tracción
Propiedades de tracción transversal de la junta soldada
Pruebas de flexión de soldadura guiada transversalmente
Examen radiográfico
Dimensiones, masa y variaciones permitidas
Requisito Suplementario
Pruebas de tensión y flexión
Prueba de impacto Charpy V-Norch (para tuberías con un espesor nominal de pared de 1/2 pulgada o más)
Prueba de dureza
Análisis del producto
Metalografía
Examen por partículas magnéticas del metal base
Examen por partículas magnéticas del metal de soldadura
Examen penetrante líquido del metal de soldadura
Examen ultrasónico por haz recto de placa plana-UT1
Examen ultrasónico por haz recto de placa plana-UT2
Examen ultrasónico por haz de ángulo (para placas con menos de 2 pulgadas de grosor)-UT3
Nuestro Rango de Suministro para Tuberías ASTM A672
Estándar y grados: ASTM A672 B60, B65, B70, C55, C60, C65, C70, A45, A50, A55, D70, D80, H75, H80, J80, J90, J100, L65, L70, L75, N75
Tipos de material: tubos EFW para alta temperatura y temperatura moderada
Tipos de fabricación: Soldadura por fusión eléctrica
Tamaños: De 16” a 60”
Espesor de pared: SCH 40, SCH STD, SCH 80, SCH XS, SCH 160, hasta 3 pulgadas
Longitud: 6 metros, 12 metros o personalizada.
Tratamiento de superficie: Pintado, Natural, 3PE, FBE
Extremos: PE (extremo liso), BE (extremos biselados)
The resource belongs to the product
Tuberia Soldada ERW, LSAW, SSAW
Click permalink to view detail & more descripton.
Social Share





