Your Responsible Supplier Partner for Oil and Gas Products.
Especificaciones de la Tubería API 5L X52

Especificaciones de la Tubería API 5L X52
Estándar: API 5L, ISO 3183
Grado: X52 o L390 (N, Q, M, R) en PSL1 y PSL2 Diámetro exterior sin
costuras: 21,3 mm – 660 mm, 1/2″ – 26″
Tubería ERW y HFW: 1/2″ – 24″
LSAW y SSAW: 16″ – 100″
Esquema de espesor de pared: SCH 40, SCH STD, SCH80, SCH XS, SCH 160, SCH XXS, etc
. Longitud: DRL, SRL, 20 PIES, 40 PIES
Extremos: Lisos, Extremos biselados, extremos
roscados Recubrimiento disponible: pintura negra, barnizado, FBE, 3PE, 3LPE, 3PP, tubería revestida y revestida de CRA
Specification
Tubería API 5L X52 también llamada tubería L360, X52 (L360) llamada por límite elástico mínimo 52 Ksi (360 Mpa). Es un grado medio en las especificaciones API 5L e ISO 3183, utilizado para transmisiones de oleoductos y gasoductos.
Tipos de tuberías API 5L X52
Rangos por nivel de especificación del producto: PSL1, PSL2, Sour Services
API 5L X52 PSL1, para las tuberías en estado de entrega común de As Rolled.
API 5L X52N/M/Q, para tubería PSL2 con condición de entrega de N, M y Q.
API 5L X52NS/MS/QS, para tuberías PSL2 con servicios ácidos.
Sufijo Letra Significa
R: Como laminado
N: Normalizado laminado, Normalizado formado, Normalizado
Q: Templado y templado
M: Laminado termomecánico o termomecánico conformado
S: Servicio agrio
Rangos por tipos de fabricación
Inconsútil: Incluye laminado en caliente sin costura y estirado en frío sin costura.
ERW: Soldado por resistencia eléctrica, diámetro exterior de hasta 24 pulgadas.
DSAW/SAW: Soldadura por arco sumergida doble, métodos de soldadura sustitutos de ERW para tuberías soldadas de mayor diámetro.
LSAW: Soldadura por arco sumergido longitudinal, también llamada tubería JCOE, diámetro exterior de hasta 56 pulgadas.
SSAW / HSAW: Soldadura por arco sumergido en espiral o sierra helicoidal, OD de hasta 100 pulgadas.
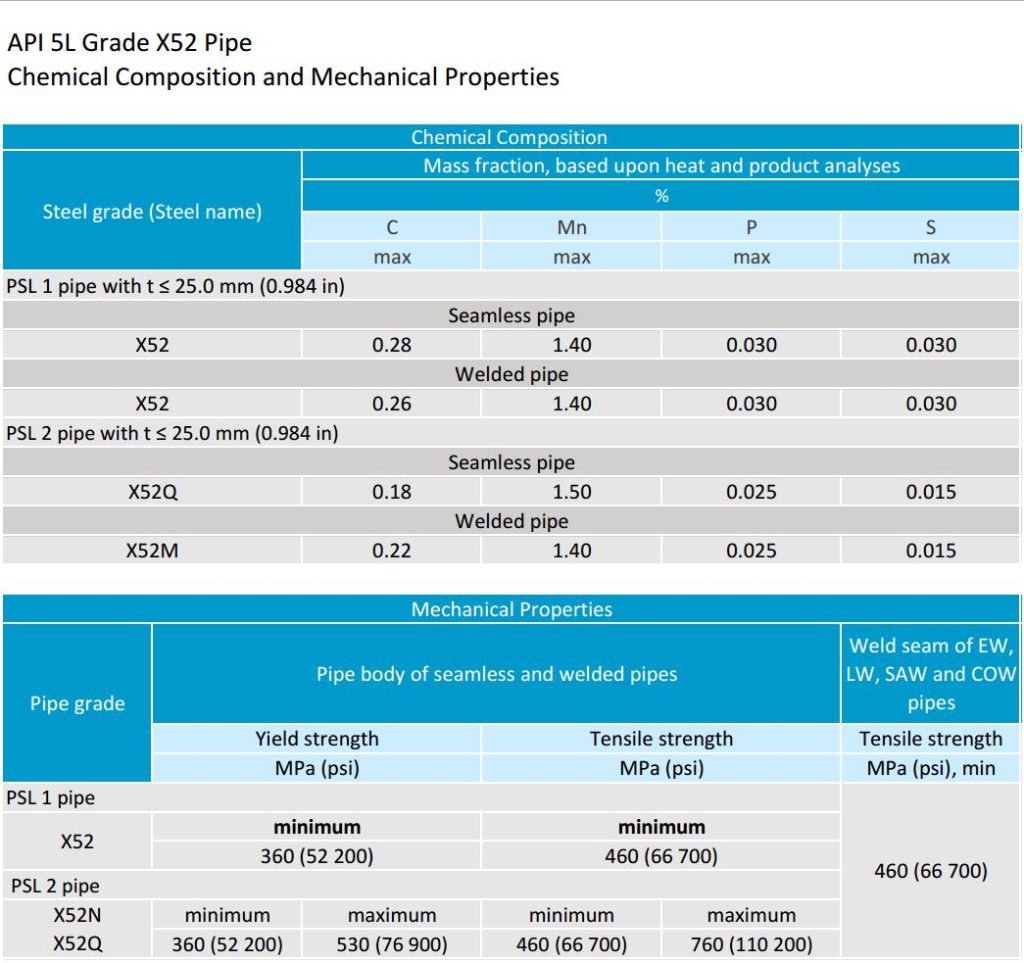
Especificación de tubería API 5L Grado X52
Hoja de datos de tuberías API 5L, especificaciones de otros grados en API 5L.
Hoja de datos de tuberías API 5L X52, incluidos PSL1, PSL2 y servicios ácidos.
API 5L X52 PSL1 Propiedades químicas y mecánicas
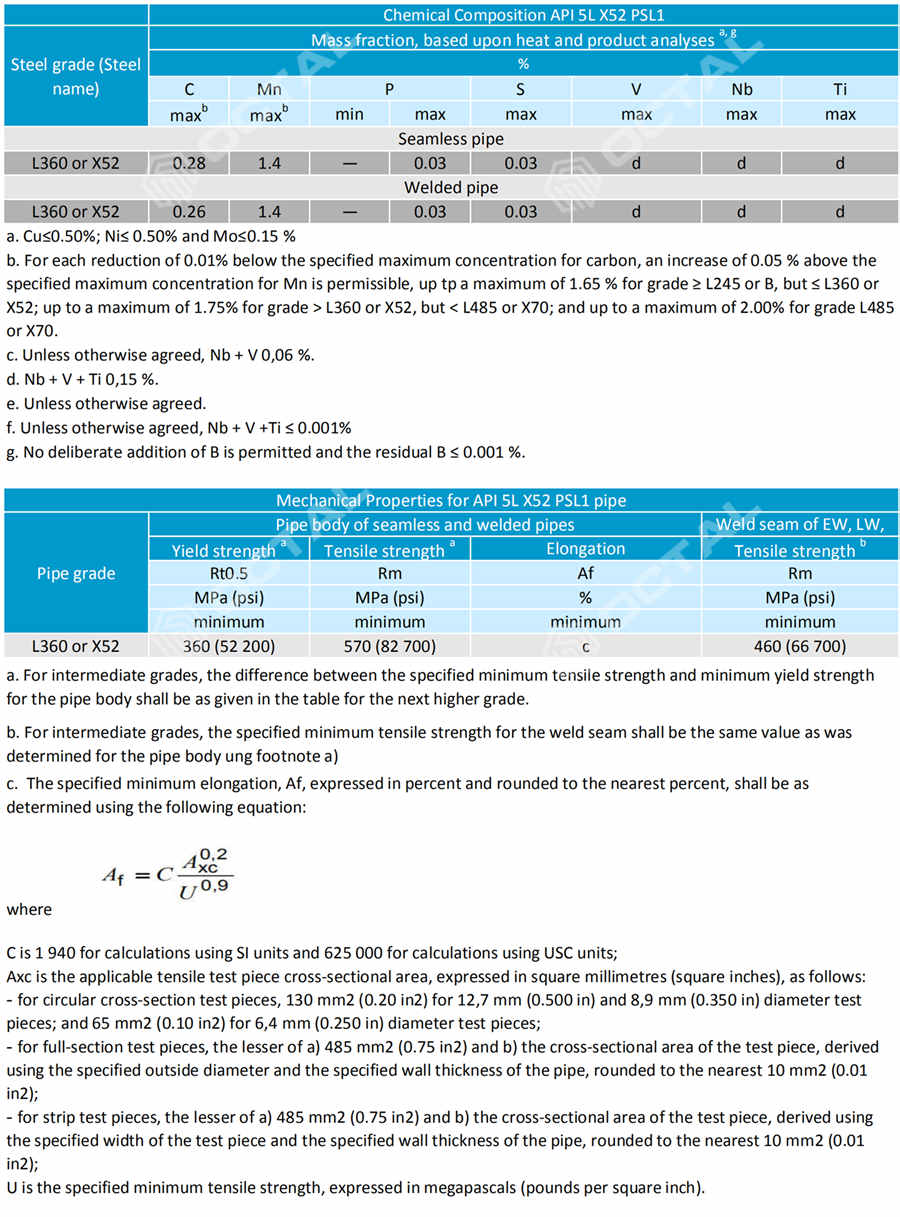
Bajo el tipo de tubería sin costura X52, el contenido químico de la tubería de acero API 5L Grado X52 o L360 es el mismo que el de API 5L grado X42 o L320.
A especificar en detalle: contenido máximo de C ≤ 0,28%, Mn ≤ 1,4%, P ≤ 0,030%, S 0,030%, V+Nb+Ti ≤ 0,15%; El cobre máximo es 0.50%, níquel máximo 0.50%, cromo 0.50%, molibdeno 0.15%.
Cabe señalar que,
Para grados superiores o iguales a X52/L360, estos elementos Cu, Ni, Cr no se agregarán en ningún propósito.
Para una reducción del 0,01% del contenido máximo especificado de C, se permite un aumento del 0,05% de Mn, hasta un máximo del 1,65%. (Esta regla se aplica para grados iguales y superiores al Grado B o L245, pero inferiores o iguales a X52 o L360)
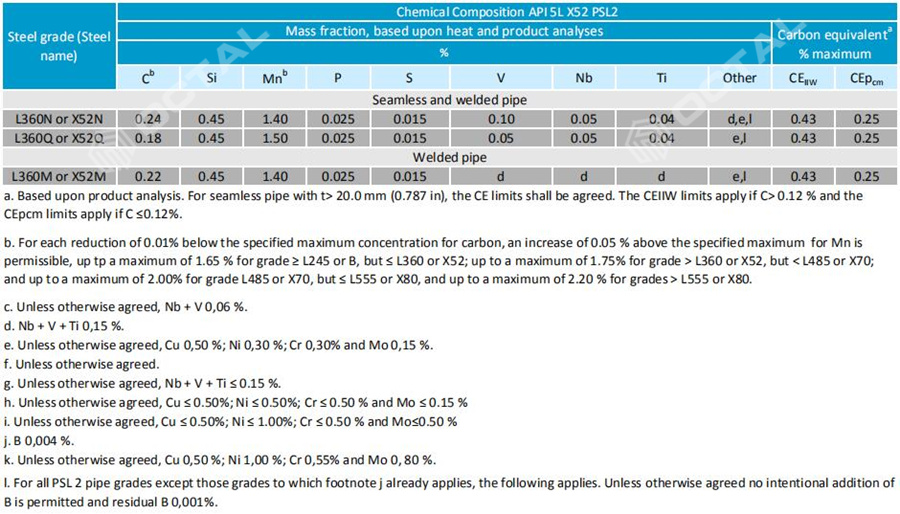
Hoja de datos de la tubería API 5L X52 PSL2
Composición química de X52, L360 PSL2
Propiedades mecánicas de la tubería X52, L360 PSL2
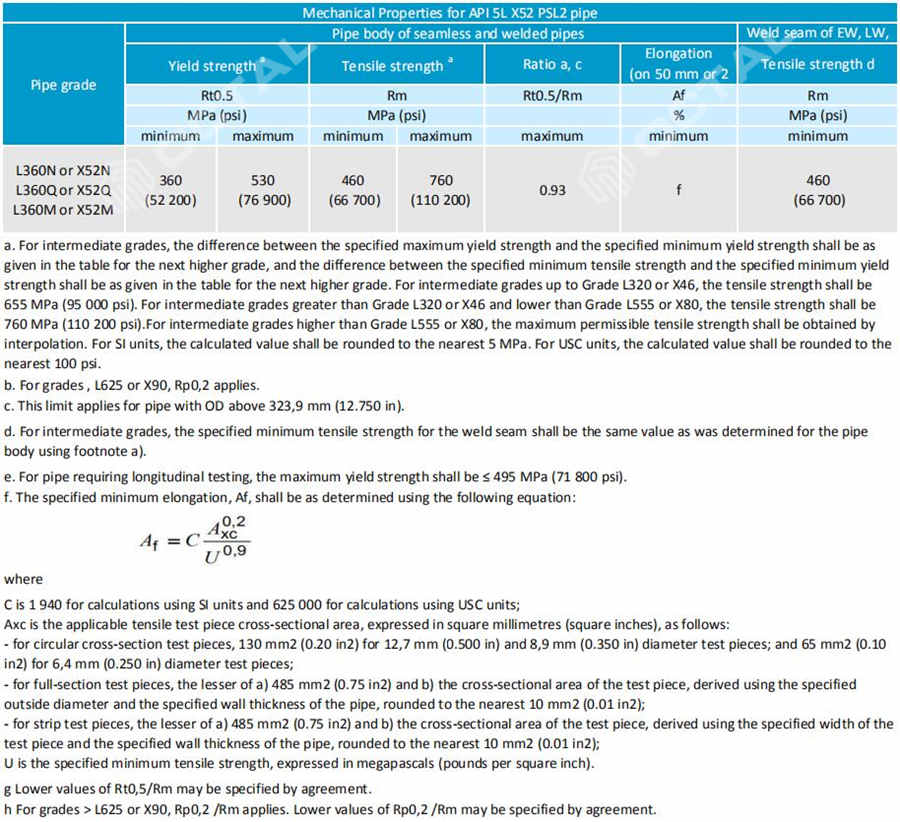
Comparación X52 PSL2 vs PSL1
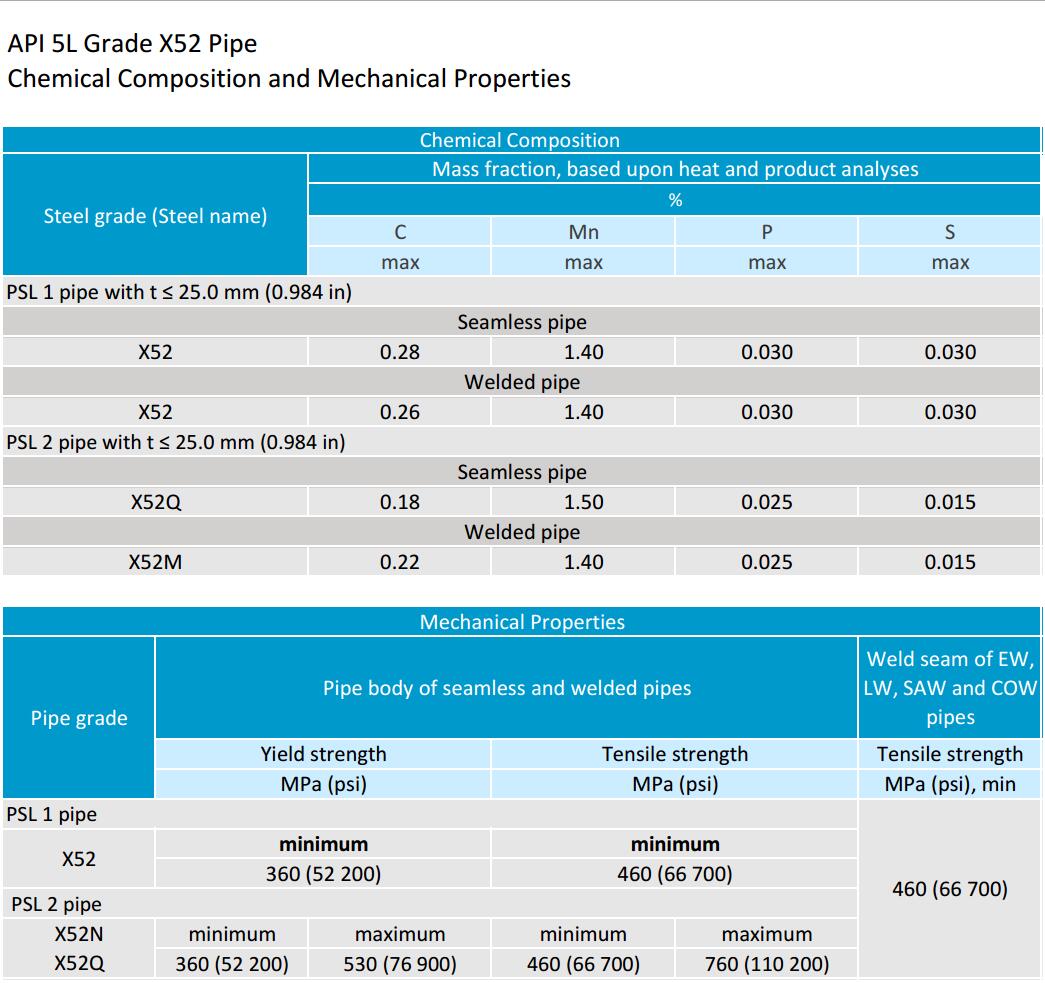
API 5L X52 (L360) PSL2 the maximum chemical content is different than PSL1; As well as the mechanical strength, is more strictly.
API 5L X52 Pipe Pressure Rating (Mechanical Strength)
API 5L grade X52 (L360 pipe) the yield strength minimum at 52220 Psi 360 Mpa, it’s the meaning that we call this grade in the API 5L X52 or L360. Tensile strength is 66700 Psi and 460 Mpa. X52 performance is better than Grade X46, X42, and Grade B. It is a second big requirements in oil and gas pipe systems.
Either x52 pipe in seamless or welded (ERW, LSAW), the pressure ratings, tensile strength and yield strength is the same
In case the working conditions require bigger pressure, we will have to increase the wall thickness of the steel pipes, or use higher grade in API 5L.
Test Requirements:
Hydrostatic Test: 100% hydrostatic test without leakage through the weld seam or the pipe body required. Connections or joints not need hydrostatic test if the pipe sections used were successfully tested.
Bend Test: No cracks should be occur in any part of the sample or opening of weld.
Flattening test: Flattening test used to prove the pipe performances under deformation. It shall show the resistance to longitudinal cracking and circumferential cracking, including internal and external defects.
Se perforará en tuberías ERW con diámetros superiores a 12,75 pulgadas;
Para tuberías OD / WT > 10, no debe haber apertura de la soldadura antes de que la distancia entre las placas sea inferior al 30% del OD original.
Ensayo de flexión guiada: Fractura completa; Revele cualquier grieta o ruptura en el metal de soldadura de más de 3,2 mm, independientemente de la profundidad. O revele en metal base, HAZ o línea de fusión de más de 3,2 mm o más profunda que el 12,5% del espesor de la pared.
Prueba de impacto CVN: (La tubería PSL2 requerida, para la tubería sin costura se probará con el cuerpo de la tubería, para las pruebas soldadas, incluidas las pruebas del cuerpo de la tubería, la costura de soldadura y las pruebas ZAT de zon afectadas por el calor)
Prueba DWT: (Requerida para tubería PSL2)
Nuestras gamas y tamaños de suministro
Especificaciones API 5L Gr. X52 o L415
Estándar: API 5L, ISO 3183
Grado: X52 o L390 (letra de sufijo N, Q, M, R)
Tipo de tubería de acero sin costura: 21,3 mm – 610 mm, 1/2″ – 24″
Tubería ERW soldada: 21,3 mm – 508 mm, 1/2″ – 20″
Tubería LSAW y SSAW: 406 mm – 2500 mm, 16″ – 100″
Esquema de espesor de tubería: SCH 10, SCH 20, SCH 30, SCH STD, SCH40, SCH60, SCH XS, SCH 80, SCH 100, SCH 120, SCH 140, SCH 160, SCH XXS del espesor
estándar Rango de longitud: SRL, DRL, 5 metros a 14 metros
Longitud fija: 5,8 metros, 6,0 metros (20 pies), 11,8 metros, 12,0 metros (40 pies)
Nivel de especificación del producto: PSL1, PSL2, extremos agrios
: lisos, extremos biselados, extremos
roscados Recubrimiento disponible: Pintura Negra, Barnizado, Aceite Antioxidante, FBE, 3PE/3LPE, 3PP, Galvanizado
Descripción estándar Especificación del orden de tuberías X52 para referencias de muestra
Artículo 1
Tubería de acero al carbono de 3756 metros API 5L X52 PSL2 (ISO 3183 L-360N) OD 20″ con tipo de SOLDADURA POR ARCO SUMERGIDO LONGITUDINAL (LSAW), WT 0.562″, debe proporcionar un recubrimiento exterior (externo) EPOXI ADHERIDO EQUIVALENTE AL SISTEMA IMPULSADO POR FUSIÓN (FBE).
The resource belongs to the product
Tubo de acero al carbono
Click permalink to view detail & more descripton.
Social Share





