Your Responsible Supplier Partner for Oil and Gas Products.
Especificación de tubos ASTM A691 1-1/4CR

Especificación de tubos ASTM A691 1-1/4CR
Normas y grados: ASTM A691 1-1/4CR, 2-1/4CR, 3CR, 5CR, 9CR, 91
Tipos de material: Tubos soldados de cromo molibdeno
Tipos de fabricación: EFW (soldados por fusión eléctrica)
Tamaños: 16″ a 60″
Espesor de la pared: SCH 20, SCH 40, SCH STD, SCH 80, SCH XS, SCH 160, hasta 3 pulgadas
Longitud: 6 metros, 12 metros o personalizado
Tratamiento superficial: Pintado, Natural, 3PE, FBE
Specification
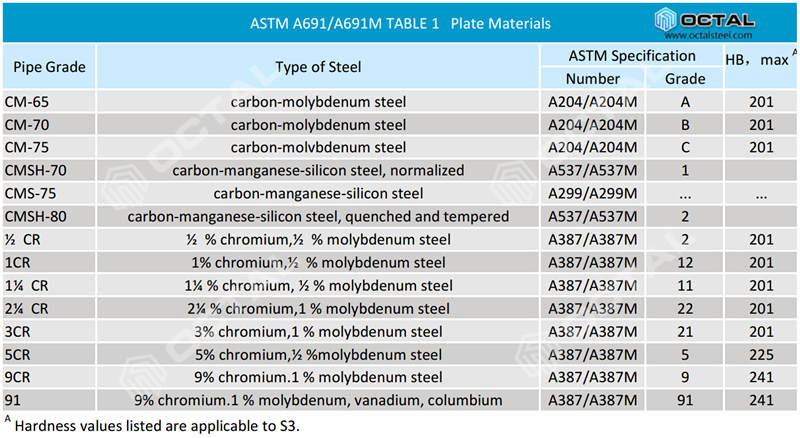
Los tubos ASTM A691 1-1/4CR son tubos soldados de cromo molibdeno utilizados para servicios de alta temperatura y alta presión. Estos tubos se fabrican a partir de chapa de acero de cromo molibdeno en la norma ASTM A387 Grado 11.
Material Correspondiente
ASTM A691 1-1/4CR corresponde al tubo ASTM A335 P11, a veces también denominado como tubo de grado 11 de ASTM A691.
Norma de accesorios de tubería: ASTM A234 WP11
Norma de brida: ASTM A182 F11
Norma de chapa de acero en bruto: ASTM A387 Grado 11 / ASME SA387 Grado 11
Especificación Estándar ASTM A691
La especificación ASTM A691 cubre tubos de acero al carbono y aleación, soldados por fusión eléctrica con aporte de metal, fabricados a partir de chapa de calidad para recipientes a presión de varios análisis y niveles de resistencia, y adecuados para servicios a alta presión a altas temperaturas. Puede ser necesario el tratamiento térmico para obtener las propiedades mecánicas deseadas o cumplir con los requisitos de código aplicables. Se proporcionan requisitos suplementarios cuando se necesitan pruebas o exámenes adicionales.
Documentos Citados
Especificación ASTM A20/A20M para Requisitos Generales de Placas de Acero para Recipientes a Presión.
Especificación ASTM A204/A204M para Placas de Recipientes a Presión, Acero Aleado, Molibdeno.
Especificación ASTM A299/A299M para Placas de Recipientes a Presión, Acero al Carbono, Manganeso-Silicio.
Métodos de prueba ASTM A370 y Definiciones para Pruebas Mecánicas de Productos de Acero.
Especificación ASTM A387/A387M para Placas de Recipientes a Presión, Acero Aleado, Cromo-Molibdeno.
Especificación ASTM A435/A435M para Examen Ultrasonoro de Placas de Acero.
Especificación ASTM A537/A537M para Placas de Recipientes a Presión, Acero al Carbono-Manganeso-Silicio Tratado Térmicamente.
Guía ASTM E709 para Pruebas de Partículas Magnéticas.
Método de prueba ASTM E165 para Examen por Líquidos Penetrantes.
Soldadura
Las juntas deben ser soldaduras de penetración completa de doble soldadura realizadas de acuerdo con procedimientos y por soldadores u operadores de soldadura calificados de acuerdo con el Código ASME de Calderas o Recipientes a Presión, Sección IX.
Las soldaduras deben realizarse manualmente o automáticamente mediante un proceso eléctrico que implica la deposición de metal de relleno.
Se requiere examen radiográfico para toda la longitud de cada junta de las clases X1 y X2, y puede realizarse antes del tratamiento térmico.
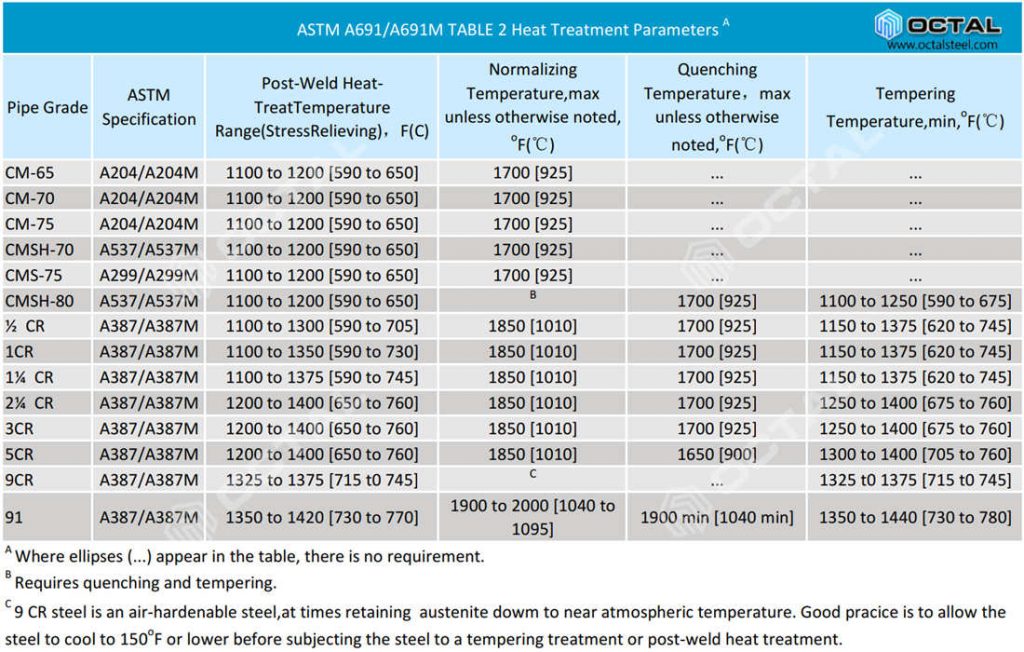
Métodos de Tratamiento Térmico para ASTM A691 1 1/4 Cr
Todas las clases excepto 10, 11, 12 y 13 deben ser tratadas térmicamente en un horno controlado a 15℃ y equipado con un pirómetro registrador para que los registros de calentamiento estén disponibles.
Los tubos de las clases 20, 21, 22 y 23 deben calentarse uniformemente dentro del rango de temperatura de tratamiento térmico posterior a la soldadura indicado en la Tabla 2 durante un mínimo de 1 hora por pulgada de espesor o 1 hora, lo que sea mayor.
Los tubos de las clases 30, 31, 32 y 33 deben ser calentados uniformemente a una temperatura en el rango de austenización y que no exceda la temperatura máxima de normalización indicada en la Tabla 2 y posteriormente enfriados en el aire a temperatura ambiente.
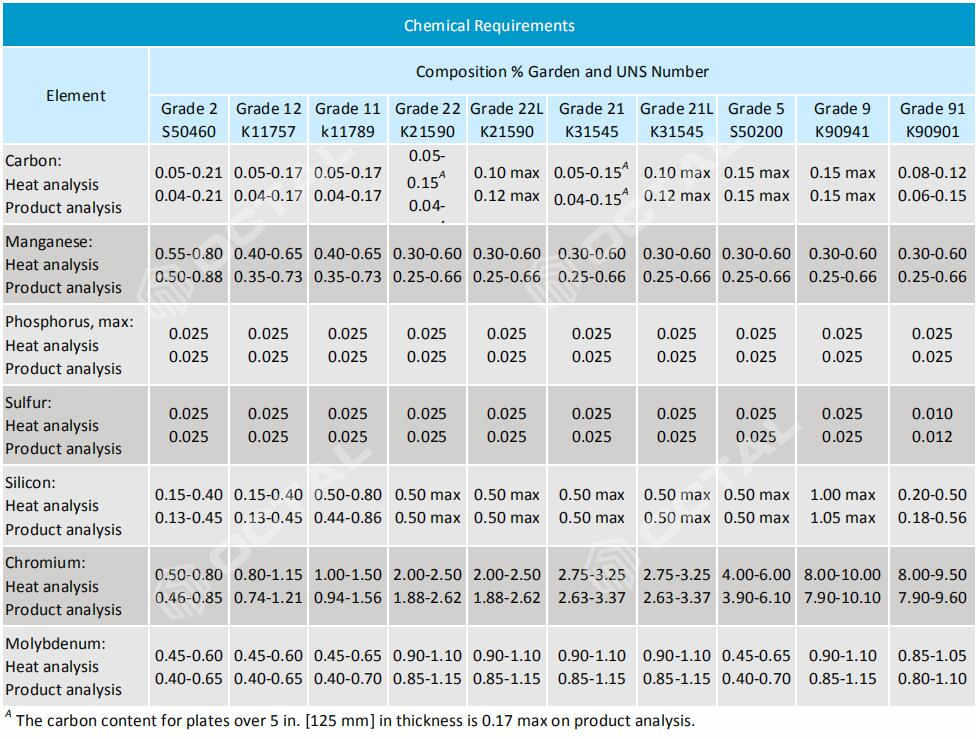
Composición Química de ASTM A691 1 1/4CR 2 1/4CR
Incluyendo el análisis de producto de chapa y soldadura. Se refiere a ASTM A387 Grado 11.
Requisitos Mecánicos
Tabla 2: Para placas de acero aleado cromado de Clase 1 de A387:
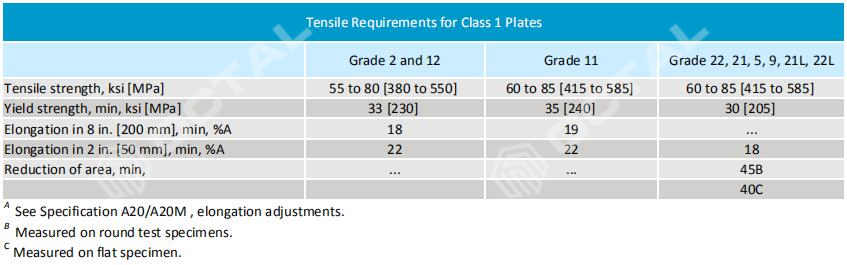
Tabla 3: Para placas de acero aleado de Clase 2 de A387:
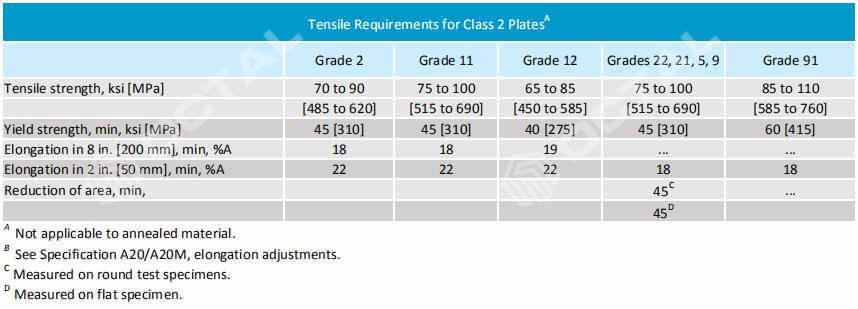
Prueba de tracción: Propiedades de tracción transversal
Pruebas de doblado a la soldadura guiada transversal
Las tuberías de las clases X2 y X3 deben ser sometidas a prueba de presión hidrostática de acuerdo con la Especificación A530/A530M.
Prueba Charpy V-Notch para tuberías con un grosor nominal de pared de 1/2 pulgada (13mm) o mayor.
Pruebas de dureza
Metalografía
Examen de partículas magnéticas del metal base y del metal de soldadura
Examen de penetrante líquido del metal base y del metal de soldadura
Prueba ultrasónica
Variaciones Permitidas de ASTM A691 1 1/4CR
Diámetro exterior +/- 0.5%.
Fuera de redondez: la diferencia entre los diámetros exteriores mayor y menor es del 1%.
Alineación: utilizando una regla de 10 pies (3m) colocada de manera que ambos extremos estén en contacto con la tubería, 1/8 pulgada (3mm).
Espesor: el espesor mínimo de la pared en cualquier punto de la tubería no debe ser más de 0.01 pulgadas (0.3mm) por debajo del grosor nominal especificado.
Las longitudes con extremos no maquinados deben estar dentro de -0, +1/2 pulgada, 0 +13mm de lo especificado. Las longitudes con extremos maquinados deben ser acordadas entre el fabricante y el comprador.
Rango de dimensiones:
ASTM A691 cubre el diámetro exterior de la tubería a partir de 16 pulgadas, con un grosor de pared de hasta 3 pulgadas (75mm).
Rango de stock y suministro:
Estándares y Grados: ASTM A691 1-1/4CR, 2-1/4CR, 3CR, 5CR, 9CR, 91
Tipos de material: Tubería soldada de cromo molibdeno
Tipos de fabricación: Soldada
Tamaños: 16” a 60”
Grosor de la pared: SCH 40, SCH STD, SCH 80, SCH XS, SCH 160, hasta 3 pulgadas
Longitud: 6 metros, 12 metros o personalizada
Tratamiento superficial: Pintado, Natural, 3PE, FBE
Extremos: PE (Extremo plano), BE (Extremos biselados)
The resource belongs to the product
Tuberia Soldada ERW, LSAW, SSAW
Click permalink to view detail & more descripton.
Social Share





